Annaigee - Profesjonalny producent niestandardowych pudełek na biżuterię i dostawca opakowań na biżuterię.













Druk atramentowy kontra tłoczenie na gorąco: sztuka brandingu pudełka na biżuterię
1. Różne metody drukowania logo marek mogą powodować wyraźne różnice w postrzeganiu.
W świecie biżuterii i zegarków logo marki nigdy nie jest jedynie prostym znakiem – to unikalny symbol tożsamości marki. Każda znana marka przywiązuje dużą wagę do prezentacji swojego logo.
Podczas projektowania i personalizacji opakowań biżuterii z logo, różne metody druku znacząco wpływają na postrzeganą wartość marki. Wybór między standardowym drukiem atramentowym (litograficznym/fleksograficznym) a tłoczeniem folią (zgrzewaniem folii) wynika z różnicy między dwoma zupełnie różnymi procesami: barwieniem chemicznym i topieniem termodynamicznym.
Druk atramentowy oferuje nieograniczone spektrum kolorów (CMYK) i niski koszt jednostkowy, ale brakuje mu luksusowej, dotykowej głębi i jasności. Natomiast tłoczenie na gorąco wykorzystuje ciepło i nacisk do łączenia warstwy metalu z podłożem, tworząc trwałe, odblaskowe wgłębienie. Niniejszy artykuł systematycznie analizuje różnice między tymi dwiema technologiami druku pod kątem prezentacji logo marki, materiałoznawstwa, właściwości optycznych i mechanizmów trwałości.

2. Drukowanie tuszem: ograniczenia chemii powierzchni
Wśród budżetu techniki druku opakowań Drukowanie tuszem jest wszechobecne.
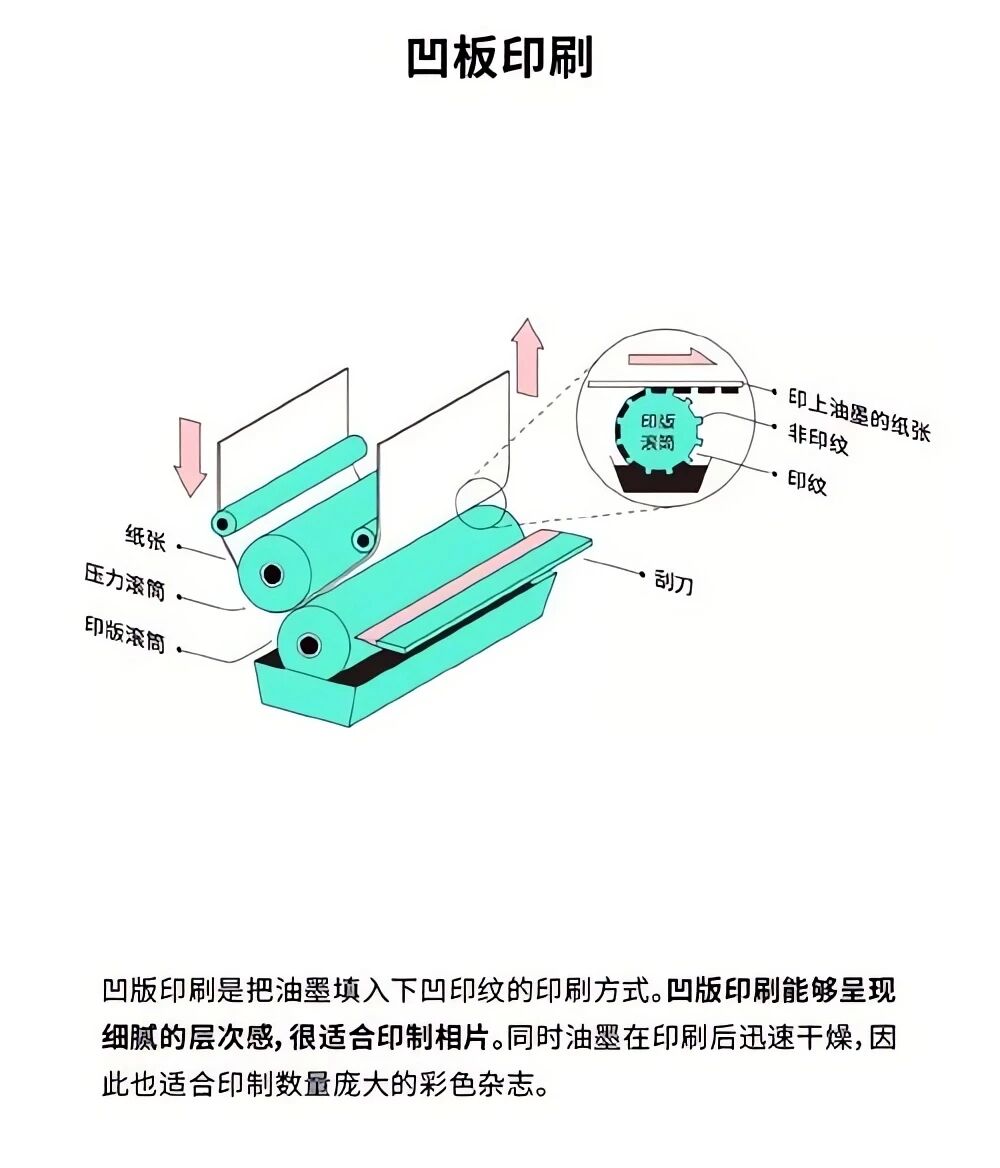
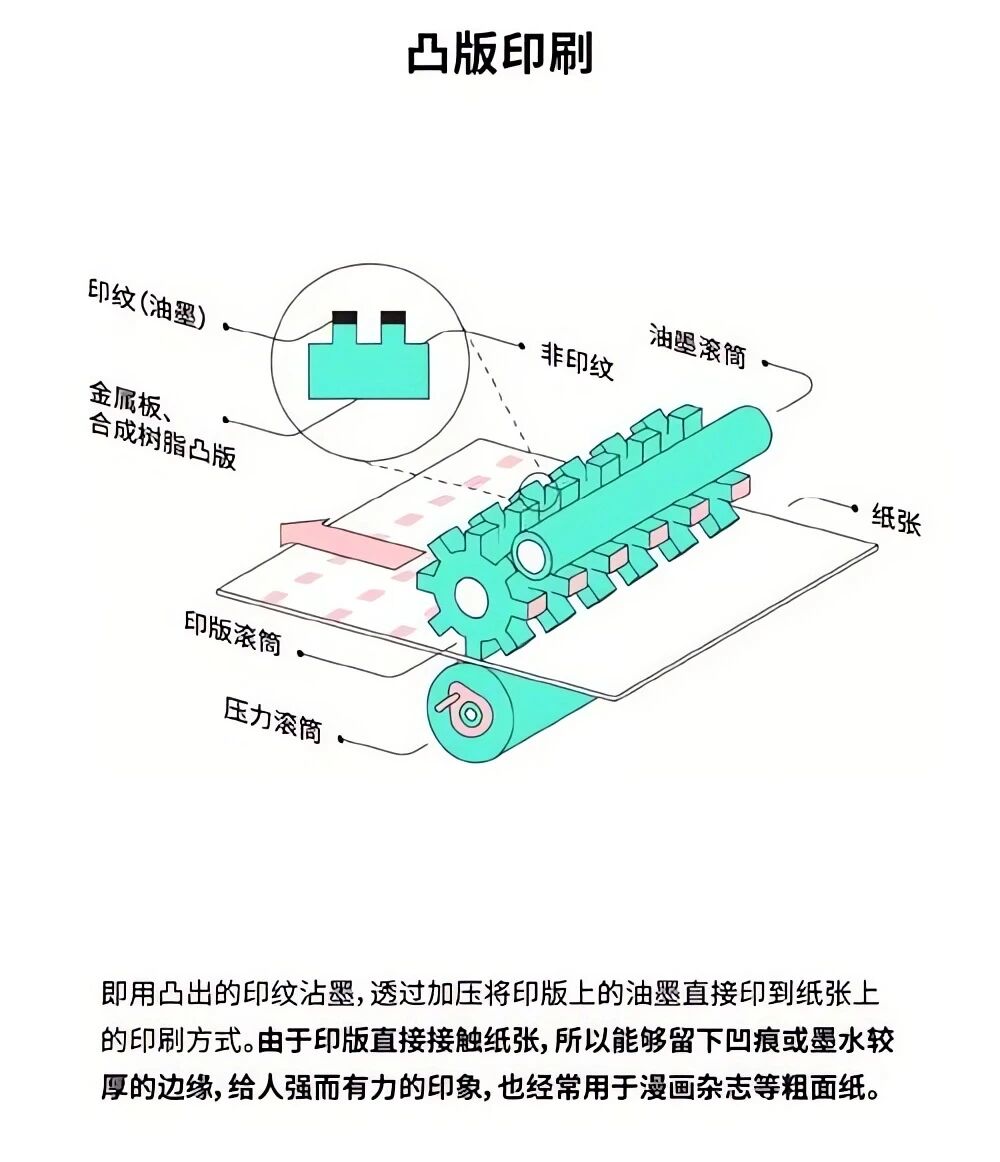
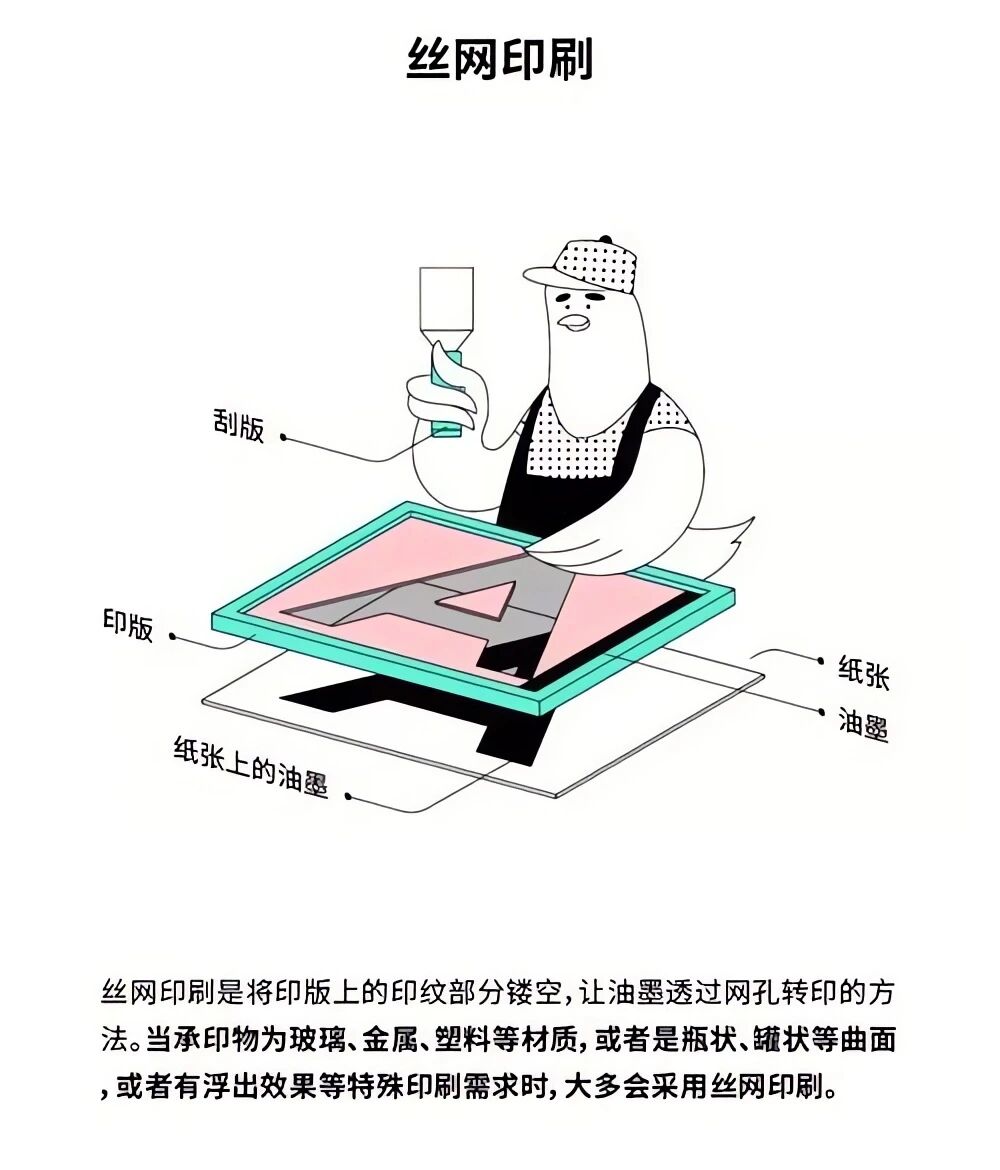
Maszyny drukarskie można podzielić na cztery typy, w zależności od rodzaju użytej formy drukowej: maszyny do druku wypukłego, maszyny do sitodruku, maszyny do druku litograficznego i maszyny do druku wklęsłego.
Druk litograficzny | Znany również jako druk offsetowy, jest stosowany na płaskich powierzchniach, takich jak papier i naklejki samoprzylepne. |
Druk fleksograficzny | Często nazywany drukiem fleksograficznym, jest stosowany głównie do druku na tworzywach sztucznych. |
Sitodruk | Nazywany również sitodrukiem, jest niezwykle elastyczny, ponieważ można go stosować na dowolnym obiekcie. Jest to również powszechna metoda nadruku stosowana w opakowaniach biżuterii. Ma jednak wadę: nie nadaje się do nadruku na dużą skalę. |
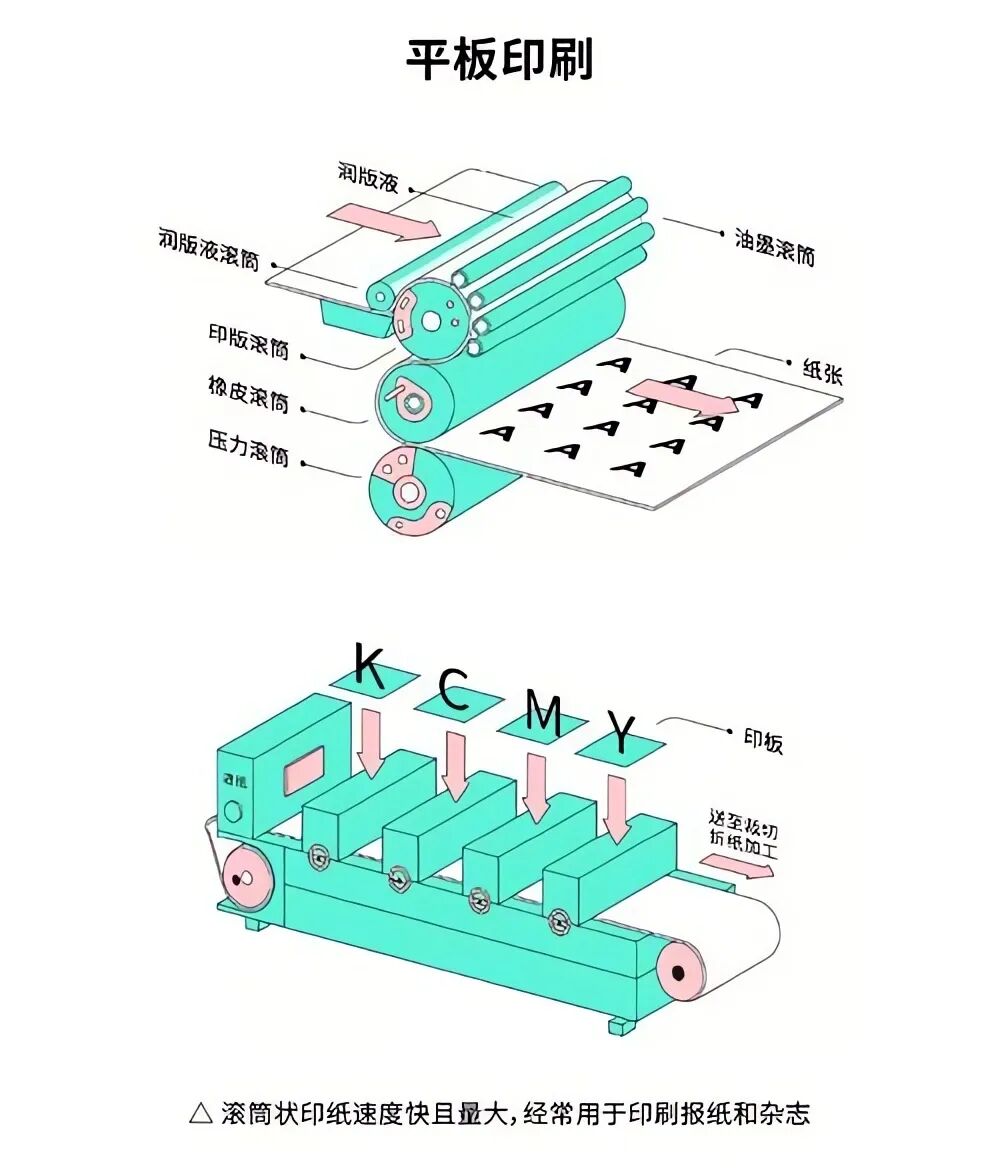
Niezależnie od tego, czy chodzi o druk offsetowy czy cyfrowy, zasada jest taka sama: nanoszenie ciekłego pigmentu na podłoże.
A. Absorpcja a adhezja
Tusz opiera się na absorpcji. Na papierze niepowlekanym (Kraft) tusz wsiąka we włókna celulozowe. Chociaż tworzy to wiązanie, skutkuje to „wzrostem punktu” – rozpływaniem się kropelek tuszu.
Ostra linia o grubości 0,5 pt staje się rozmytą linią o grubości 0,7 pt. Na papierze powlekanym farba pozostaje na wierzchu, schnąc pod wpływem utleniania lub utwardzania promieniami UV. Ta warstwa powierzchniowa jest podatna na ścieranie.
B. Płaskość fotometryczna (odbicie rozproszone)
Standardowy tusz zawiera pigmenty, które pochłaniają określone długości fal i odbijają inne (subtraktywny model koloru). Jednak odbicie jest „rozproszone” (rozproszone). Nawet tusz metaliczny (zawierający cząsteczki miki) osiąga wartość jednostki połysku (GU) wynoszącą zaledwie około 20-30.
Imituje metal, ale nie zapewnia takiego odbicia światła jak prawdziwe złoto, przez co ma „płaski” wygląd, który nie przyciąga uwagi w środowisku sprzedaży detalicznej.
C. Degradacja chemiczna (blaknięcie pod wpływem promieniowania UV)
Organiczne pigmenty w tuszach są podatne na fotodegradację. Ekspozycja na światło UV powoduje rozerwanie wiązań chemicznych (chromoforów), co z czasem powoduje blaknięcie logo.
Logo pudełka na biżuterię stojącego przez rok na komodzie przy oknie zmieni kolor z czarnego na grafitowy.
3. Tłoczenie na gorąco: podstawowa technologia zdobienia powierzchni stosowana w niestandardowych opakowaniach biżuterii i zegarków
znane również jako tłoczenie folią. Zasada działania jest następująca: należy przymocować folię do tłoczenia na gorąco do powierzchni pudełka na biżuterię, które ma zostać ozdobione , a następnie za pomocą profesjonalnego sprzętu grzewczego i dociskowego, w precyzyjnie kontrolowanych warunkach temperatury, ciśnienia i czasu, oddzielić warstwę dekoracyjną folii do tłoczenia na gorąco od folii nośnej i całkowicie przenieść ją na powierzchnię pudełka na biżuterię, kończąc w ten sposób proces zdobienia i udoskonalając wysokiej jakości fakturę opakowania.
Pełny proces tłoczenia na gorąco wygląda następująco:
Krok 1 | Projektowanie i wykonywanie płyt | Wyprodukuj specjalną metalową płytę do tłoczenia na gorąco, która musi być zaprojektowana z zastosowaniem reliefu lub intaglio, aby mieć pewność, że wzór dokładnie spełni potrzeby dekoracyjne opakowań biżuterii i zegarków. |
Krok 2 | Wybierz folię do tłoczenia na gorąco | Wybierz odpowiednią folię w zależności od podłoża opakowania biżuterii i zegarków (takiego jak papier, skóra, plastik itp.) i oczekiwanego efektu dekoracyjnego (takiego jak kolor, połysk); |
Krok 3 | Ustaw parametry | Precyzyjna regulacja temperatury grzania (zwykle w zakresie 100~300°C), nacisku i czasu tłoczenia w celu dostosowania do powierzchni opakowań wykonanych z różnych materiałów; |
Krok 4 | Operacja tłoczenia na gorąco | Rozłóż równomiernie wybraną folię do termodruku na powierzchni podłoża (pudełka na biżuterię) i dokładnie dociśnij rozgrzaną płytkę do termodruku do folii i podłoża. |
Krok 5 | Obieranie i czyszczenie | Po zakończeniu procesu tłoczenia na gorąco należy zdjąć nadmiar folii nośnej do tłoczenia na gorąco i dokładnie sprawdzić jakość gotowego produktu, aby mieć pewność, że wzór dekoracyjny jest wyraźny i wolny od wad. |
Dzięki swoim znaczącym zaletom, tłoczenie na gorąco stało się preferowaną metodą zdobienia niestandardowe opakowania na biżuterię i zegarki , o następujących podstawowych cechach:
Funkcja 1 | Wysoka dekoracyjność | Można za jego pomocą uzyskać różnorodne efekty dekoracyjne, takie jak metaliczny połysk (na przykład złoty, srebrny, laserowy), kolor i fakturę, łatwo podkreślając ekskluzywny styl opakowań biżuterii i zegarków. Następnie materiał zostaje ściśnięty, tworząc fizyczne wgłębienie (ulgę) o głębokości 0,1 mm - 0,3 mm. Ta trójwymiarowa topografia angażuje zmysł dotyku. Kiedy klient przesuwa palcem po logo, czuje markę. |
Funkcja 2 | Szerokie zastosowanie | Nadaje się do różnych powszechnie stosowanych materiałów do pakowania biżuterii i zegarków, takich jak papier, plastik, skóra, drewno, tkanina i szkło, charakteryzując się wyjątkowo dużą wytrzymałością; |
Funkcja 3 | Wysoka wytrzymałość | Warstwa tłoczona na gorąco charakteryzuje się silną przyczepnością, odpornością na zużycie i korozję, dzięki czemu efekt dekoracyjny zachowuje się przez długi czas, spełniając wymagania długoterminowego przechowywania opakowań biżuterii i zegarków; |
Funkcja 4 | Wydajny i precyzyjny | Proces operacyjny jest standaryzowany, odpowiedni do produkcji masowej. Wzór tłoczony na gorąco jest wyraźny, delikatny i schludny na krawędziach, dzięki czemu pozwala na dokładne oddanie logo marki i szczegółów dekoracyjnych. |
4. Fotometria: odbicie lustrzane i rozproszone
Estetyka luksusu opiera się na świetle.
Drukowanie tuszem | Tłoczenie na gorąco | |
Połysk i efekt odblaskowy | Warstwa tuszu jest zazwyczaj cienka (około 1-3 μm), a jej połysk zależy głównie od rodzaju tuszu i materiału powierzchni podłoża. Loga wydrukowane przy użyciu zwykłego tuszu pod wpływem światła mają delikatny połysk; użycie tuszu metalicznego lub specjalnego tuszu błyszczącego może imitować metaliczną fakturę, jednak intensywność odbicia światła jest słaba, a odbicie światła stosunkowo rozproszone. W rzeczywistej produkcji tusz metaliczny nie jest na ogół brany pod uwagę ze względu na jego wysoki koszt. | Stosując do stemplowania folię metalową (np. elektrochemiczną folię aluminiową), grubość warstwy tuszu może osiągnąć 5–15 μm. Powierzchnia jest gładka i ma silny metaliczny połysk, z intensywnym odbiciem światła, co pozwala na uzyskanie widocznego efektu odbicia lustrzanego, dzięki czemu logo w świetle wygląda jaśniej i bardziej luksusowo. Efekt odbicia światła jest szczególnie widoczny pod wpływem bocznego lub punktowego światła, co pozwala szybko poprawić widoczność logo. |
Nasycenie i kontrast kolorów | Charakteryzuje się wysoką reprodukcją kolorów i pozwala na uzyskanie bogatych gradientów barwnych oraz delikatnych warstw. Jednak ze względu na ograniczenia wynikające z właściwości samego tuszu, ekspresja niektórych kolorów metalicznych lub fluorescencyjnych jest słaba, a ogólny kontrast jest stosunkowo niski, co utrudnia uzyskanie silnego efektu wizualnego. | Nasycenie kolorów folii metalicznej jest niezwykle wysokie, zwłaszcza w przypadku klasycznych kolorów metalicznych, takich jak złoty i srebrny. Kolory są jaśniejsze i bardziej intensywne w świetle, z silnym kontrastem, co pozwala szybko przyciągnąć uwagę. Doskonale nadaje się do podkreślenia wizualnego charakteru logo i zwiększenia rozpoznawalności marki. |
3D Zmysł i dotyk
| Generalnie, nie ma wyraźnego wrażenia trójwymiarowości, a powierzchnia jest gładka. Pod wpływem światła, wizualne warstwowanie odbija się głównie poprzez subtelne zmiany koloru i połysku, a ogólna faktura jest stosunkowo jednorodna. | Podczas procesu stemplowania powstaje delikatne wytłoczenie, które nadaje powierzchni logo subtelny, trójwymiarowy efekt. Po oświetleniu światłem nierówna powierzchnia tworzy wyraźne cienie i światła, co dodatkowo wzmacnia efekt warstwowości obrazu. W dotyku można wyraźnie wyczuć delikatną wypukłość lub delikatną różnicę na powierzchni logo, co poprawia wrażenie wysokiej jakości faktury. |
Podsumowując, druk atramentowy nadaje się do logotypów o delikatnych kolorach i bogatych efektach gradientu, natomiast tłoczenie na gorąco jest bardziej odpowiednie dla logotypów na pudełkach na biżuterię, które wymagają podkreślenia metalicznej faktury, wysokiego połysku i silnego efektu wizualnego. Może ono znacząco zwiększyć luksus i atrakcyjność produktów w świetle. Właśnie dlatego, że tłoczenie na gorąco ma tę zaletę, że uwydatnia logo marki, jest to główny powód, dla którego większość marek biżuterii i zegarków preferuje tłoczenie na gorąco do personalizacji logotypów opakowań — pozwala ono precyzyjnie oddać ekskluzywny charakter marki, wzmocnić jej rozpoznawalność i sprostać wymaganiom jakości i stylu w branży jubilerskiej i zegarmistrzowskiej.
5. Tribologia: badanie odporności na ścieranie
Porównując tłoczenie na gorąco, wytłaczanie i druk tuszem, trwałość jest kluczowym czynnikiem — zwłaszcza w przypadku logo na pudełkach na biżuterię, które muszą zachować doskonały wygląd przez długi czas.
Druk atramentowy: | Tłoczenie na gorąco | |
Test 1: Test tarcia Sutherlanda (ASTM D5264) | Widoczne są ślady zarysowań po 50 uderzeniach ciężarkiem o wadze 4 funtów, powierzchnia tuszu jest starta, a widoczność logo maleje. | Wytrzymuje ponad 200 uderzeń i pozostaje nienaruszony. Jego metaliczna warstwa jest pokryta warstwą lakieru i fizycznie wtopiona w deskę, co skutecznie zapobiega zużyciu spowodowanemu tarciem powierzchni i chroni logo przed uszkodzeniem. |
Test 2: Test taśmy (ASTM D3359) Metoda testowania jest następująca: nałóż taśmę wrażliwą na nacisk na logo, a następnie szybko ją oderwij, aby sprawdzić przyczepność logo.
| Źle utwardzony tusz UV często odpryskuje (rozwarstwia się), co powoduje odpadanie logo i jego niedoskonałości. | Ponieważ klej pod wpływem ciepła wtapia się w włókna papieru, tworząc mocne wiązanie strukturalne, papier zazwyczaj rozrywa się zanim folia oderwie się. |

Ogólnie rzecz biorąc, tłoczenie na gorąco jest zazwyczaj lepsze od druku atramentowego pod względem odporności na ścieranie, szczególnie w przypadku logotypów na pudełkach na biżuterię, które muszą zachować wyraźny i jasny wygląd przez długi czas. Jeśli druk atramentowy ma poprawić odporność na ścieranie, wymagany jest specjalny tusz i zoptymalizowana obróbka, ale ogólna odporność na ścieranie może być nadal gorsza niż w przypadku tłoczenia na gorąco.
6. Modelowanie finansowe: koszt wytworzenia kontra koszt jednostkowy
• Druk atramentowy : Brak kosztów narzędzi (cyfrowy). Niskie opłaty przygotowawcze. Idealny do druku zmiennych danych lub krótkich serii (<500).
• Tłoczenie na gorąco : Wymaga metalowej matrycy (jednorazowa opłata 50–150 USD). Niższa prędkość produkcji (tłoczenie to mechaniczny proces z ciągłym zatrzymywaniem i uruchamianiem).
Wnioski dotyczące zwrotu z inwestycji (ROI) : Podczas gdy tłoczenie na gorąco generuje koszt rzędu 0,10–0,30 USD za sztukę + oprzyrządowanie, mnożnik „postrzeganej wartości” szacuje się na 3x. Pudełko za 2 dolary wygląda jak pudełko za 6 dolarów z folią. Zwrot z inwestycji (ROI) z kosztu matrycy jest realizowany już po pierwszych 500 sztukach.
7. FAQ: Pytania techniczne dotyczące brandingu
P1: Czy można nanosić na gorąco bardzo drobne szczegóły lub mały tekst?
O: Tak, ale są pewne ograniczenia. Zalecamy minimalną grubość linii 0,25 pt. Jeśli linie są zbyt blisko siebie, folia może „zlewać się” (wypełniać luki). Do skomplikowanych wzorów używamy matryc magnezowych, które mają ostrzejsze krawędzie niż standardowe matryce miedziane.
P2: Czym jest „tłoczenie na ślepo” w porównaniu z tłoczeniem na gorąco?
A: Tłoczenie na ślepo wykorzystuje tę samą technologię wykrojników, ale *bez* folii. Tworzy trójwymiarowy relief składający się wyłącznie z cienia. To kwintesencja dyskretnego luksusu („Cichy Luksus”). Tłoczenie na gorąco dodaje kolor/metal do wgłębienia.
P3: Czy możemy połączyć tusz i folię?
O: Tak. Nazywa się to „nadrukiem” lub „tłoczeniem rejestrowanym”. Możemy wydrukować wzór, a następnie precyzyjnie nałożyć złotą folię na określone elementy. Wymaga to zastosowania precyzyjnych kamer rejestrujących na prasie, aby dopasować je do siebie z dokładnością do 0,1 mm.
P4: Czy tłoczenie na gorąco działa na papierze teksturowanym?
A: Na papierze teksturowanym jest *lepszy* niż tusz. Tusz rozwarstwia się na szorstkich powierzchniach (brakuje kropek). Hot stamping spłaszcza teksturę w obszarze logo, tworząc gładki, błyszczący kontrast z szorstkim tłem.
P5: Jakie kolory są dostępne do tłoczenia na gorąco?
A: Oprócz złota i srebra oferujemy także różowe złoto, holograficzne, pigmentowe białe (do czarnych pudełek), czarne błyszczące (dla efektu „widmowego”), a nawet przezroczyste błyszczące (alternatywa dla punktowego lakieru UV).



P6: Czy tłoczenie na gorąco jest przyjazne dla środowiska?
O: Tak. Warstwa transferowa folii jest niezwykle cienka (mikrony). Folia nośna z poliestru jest usuwana i poddawana recyklingowi. Pudełka z nadrukiem nadają się w pełni do recyklingu i ponownego przetworzenia, ponieważ cząsteczki metalu są odfiltrowywane w procesie recyklingu.
8. Wnioski: Rozpocznijmy Twoją wyjątkową przygodę z biżuterią.
Twoje logo to podpis obietnicy Twojej marki. Nie podpisuj go blaknącym długopisem. Jako producent specjalistycznych opakowań na biżuterię postrzegamy branding nie jako etap drukowania, lecz jako etap obróbki metalu — taki, który gwarantuje, że znak Twojej marki przetrwa próbę czasu.
Mówiąc wprost, w przypadku aplikacji logo na niestandardowych opakowaniach biżuterii, druk atramentowy i tłoczenie na gorąco mają swoje wady i zalety: druk atramentowy oferuje elastyczne opcje kolorystyczne, ale jest mało trwały – często blaknie, rysuje się lub łuszczy przy regularnym użytkowaniu, przez co nie dorównuje ekskluzywnej naturze biżuterii. Z kolei tłoczenie na gorąco oferuje niezrównane zalety – doskonałą odporność na ścieranie, jasny metaliczny połysk, silny efekt wizualny i długotrwałą przyczepność – które idealnie wpisują się w luksus i trwałość wymagane w przypadku wysokiej jakości opakowań biżuterii.
Utrwal swój ślad. Współpracuj z Annaigee Jewelry Box, aby stworzyć rozwiązanie do stemplowania, które będzie lśnić tak samo jasno, jak Twoja biżuteria. Jako profesjonalny producent niestandardowych pudełek na biżuterię, Annaigee oferuje usługi ODM w zakresie opakowań na biżuterię, dostosowując rozwiązania do indywidualnych potrzeb.
Niezależnie od tego, czy chodzi o personalizację marki, czy o osobisty prezent, dokładamy wszelkich starań, aby zapewnić klientom najwyższej jakości doświadczenie, które przekroczy ich oczekiwania. A jeśli chodzi o branding opakowań biżuterii, tłoczenie na gorąco jest niewątpliwie najlepszym wyborem, który pozwoli podnieść prestiż marki, przekazać poczucie luksusu i zagwarantować, że logo pozostanie żywe i nienaruszone przez wiele lat.


Szybkie linki
Produkty
Skontaktuj się z nami
Kontakt: Veronica Chang
Numer kontaktowy: +86 15622157335
Adres e-mail:veronicazhang@aliyun.com
WhatsApp: + 86 15622157335
Adres: Tangjiao Tenth Street nr 2, Lilin Town, Zhongkai High-Tech Zone, Guangdong, Chiny
Jesteśmy przekonani, że nasza usługa personalizacji jest wyjątkowa.